
Glass Edge Grinding & Polishing
What is Glass Edge Grinding and Polishing?
Glass edge grinding and polishing constitute a systematic post-processing service for cold working of glass. The core concept involves the phased removal of cracks, burrs, and irregularities from the cut glass edge through mechanical and chemical methods, progressively shaping it into specific geometric contours and optically smooth surfaces, ultimately achieving comprehensive improvements in safety, aesthetics, and functionality.
Core Concept Breakdown:
1. Grinding: Shaping and Repairing
Objective: Rapidly shape precise edge profiles and eliminate macroscopic defects.
Method: Using grinding wheels embedded with diamond abrasive grains to cut the glass through mechanical force.
Essence: A material removal process of "overcoming hardness with hardness." Through multiple grinding stages—rough, medium, and fine—the sharp cut edge is progressively processed into designed shapes such as C-shaped edges, O-shaped edges, or beveled edges, while deep cracks are removed to lay the foundation for polishing.
2. Polishing: Brightening and Refining
Objective: Achieve transparent, smooth edges with optical or safety quality.
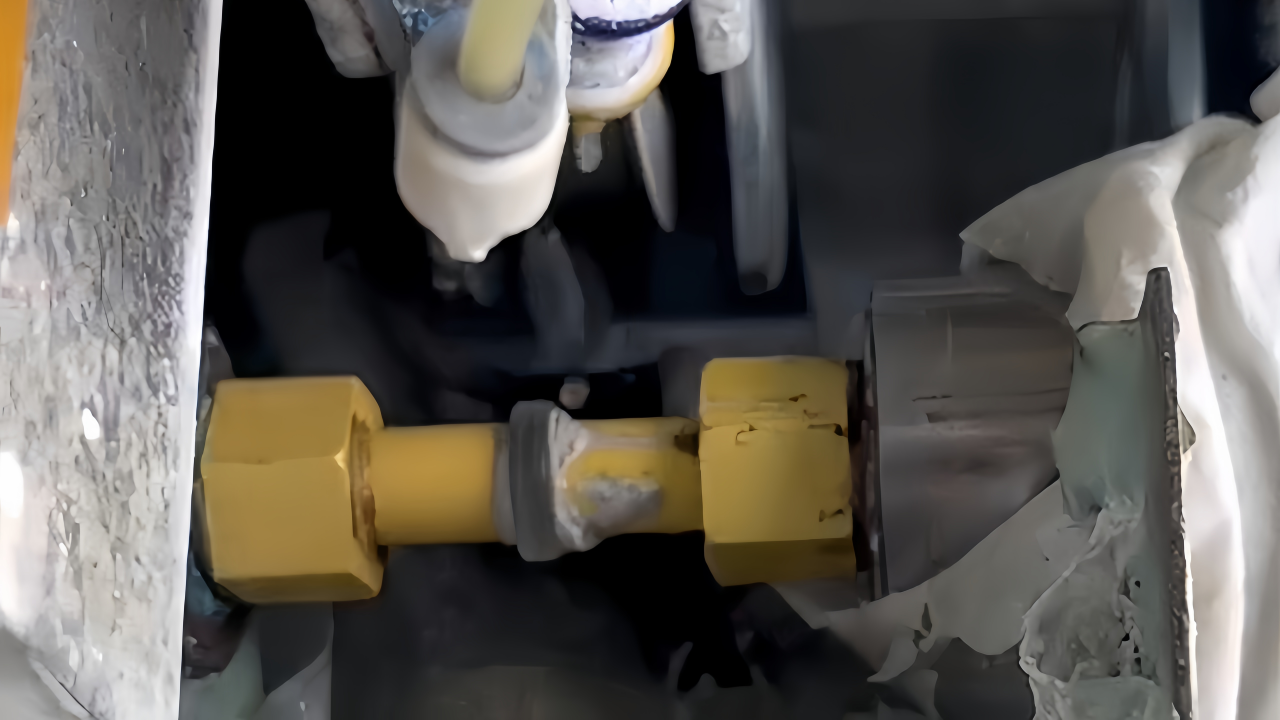
Method: Using soft polishing wheels and cerium oxide polishing paste.
Essence: A chemical-mechanical process of "grinding hardness with softness." The polishing paste undergoes a mild chemical reaction with the glass surface, forming a soft film that is gently removed by the polishing wheel. This cycle repeats, smoothing the surface at the molecular level and restoring the glass's inherent transparency.
3. Flame Polishing: Rapid Brightening (Supplementary Process)
Objective: Achieve rapid gloss enhancement for specific types of glass.
Method: Instantly melting the glass edge surface layer using a high-temperature flame.
Essence: Utilizing surface tension to cause the molten glass to flow and then resolidify, resulting in a bright surface. Suitable for ordinary soda-lime glass, but this method cannot alter the geometric shape.

Principles of Glass Edge Grinding and Polishing
1.Grinding Principles
Grinding is the primary shaping and rough processing stage, aimed at rapidly removing excess material, forming precise geometric contours (such as straight edges, round edges, beveled edges, and irregular shapes), and eliminating macroscopic cracks generated during cutting.
1. Core Mechanism: Brittle Fracture and Micro-Cutting
Tool: Utilizes metal or resin-bonded grinding wheels containing diamond or silicon carbide abrasives. The abrasive particles are extremely hard (Mohs hardness of 10), far exceeding that of glass (approximately 5.5).
Process: Under pressure and with cooling fluid, abrasive grains on the high-speed rotating grinding wheel scrape across the glass surface.
Brittle Removal (Primary): The impact and scratching of abrasive grains generate a micro-crack system beneath the glass surface. When these cracks propagate and connect, minute fragments break away from the bulk material, achieving material removal. This is an efficient but relatively rough removal method.
Ductile-Mode Removal (Pursued): Under conditions of extremely high rotational speed, minimal feed rate, adequate cooling, and very fine abrasive grains, glass can be forced to be removed through "plastic flow" rather than brittle fracture. This yields a smoother subsurface, laying the foundation for subsequent polishing, but at lower efficiency.
2.Key Elements:
Cooling Fluid (Critical): Removes heat, preventing glass from cracking due to localized overheating; flushes away debris, preventing wheel clogging; and sometimes provides lubrication.
Progressive Abrasive Grit Size: Typically employs a multi-pass process of "rough grinding → medium grinding → fine grinding." Grinding wheel abrasive grit sizes progressively transition from coarse (e.g., #80-#120) to fine (e.g., #400-#1500), with each step removing scratches and damage layers left by the previous one.
Shape Control: Through CNC machines or specialized fixtures, the movement trajectory and angle of the grinding wheel are precisely controlled to process complex edge profiles such as C-shaped edges, O-shaped edges, and beveled edges.
Polishing Principles
Polishing is the final finishing stage conducted after grinding has achieved a sufficiently fine surface. Its objective is to obtain a smooth, transparent edge with optical quality or high safety standards.
1. Core Mechanism: Chemical-Mechanical Wear and Plastic Flow
Tool: Utilizes soft polishing wheels (such as felt, flannel, polyurethane) and polishing paste/powder (mainly composed of cerium oxide CeO₂ or iron oxide).
Process: This is a finer and more complex surface interaction process than grinding.
Chemical Action: Cerium oxide in the polishing paste undergoes a mild hydration reaction with silicon dioxide (SiO₂) on the glass surface under localized high temperature and pressure generated by friction, forming a hydrated cerium silicate gel layer that is softer than the glass itself.
Mechanical Action: The soft polishing wheel continuously "smears" and "removes" this gel layer. As the gel layer is constantly removed, fresh glass surfaces are exposed and continue to react with the polishing agent. This cycle repeats, achieving material removal and surface smoothing at the molecular level.
Plastic Flow: Under localized high pressure and frictional heat, molecules on the outermost glass surface undergo minute viscous flow, filling microscopic scratches and depressions.
2. Key Elements:
Choice of Polishing Agent: Cerium oxide has become the "gold standard" for glass polishing due to its excellent chemical activity, appropriate hardness, and self-sharpening properties.
Pressure, Speed, and Time: Require precise balancing. Too little pressure results in ineffective material removal; too much pressure can generate heat and new scratches.
Ultimate Goal: Through polishing, the light-scattering surface of the edge is transformed into a light-transmitting surface, restoring the glass's inherent transparency. For the highest standard optical edges, surface roughness can reach the nanometer level.
3. Special Process: Flame Polishing
Primarily used for soda-lime glass and high-borosilicate glass; not suitable for tempered glass.
Principle: Utilizes a high-temperature flame (oxygen-fuel gas) to instantly heat the glass edge above its softening point (approximately 700-800°C).
Process: Under the influence of surface tension, the molten glass surface layer flows and re-spreads, filling microscopic scratches and defects. It then rapidly cools, forming a smooth, bright surface akin to a "fire-polished" finish.
Characteristics: Fast speed, low cost, and excellent gloss can be achieved. However, it cannot alter the geometric shape and requires high operator experience; improper control can easily lead to glass deformation or stress introduction.

Common Questions & Answers about Glass Edge Grinding and Polishing Services
Q1: Why doesn't the polished glass edge achieve a "completely transparent" effect, instead showing a hazy white line or slight blurriness?
Causes: This is the most common and core issue. The root causes lie in the initial cut quality and the grinding process steps.
Excessive Cut Chipping: Micro-chipping and crack layers left by waterjet or conventional cutting are too deep. Polishing cannot completely remove them, and these underlying defects appear as a white haze due to light scattering.
Insufficient Grinding Stages: Skipping the necessary progressive grinding steps (from coarse to fine) and attempting to "cover up" a rough surface directly with a polishing wheel. This only polishes the high spots, leaving the depressions with a matte finish, resulting in visual blurriness.
Glass Material Influence: Some lower-quality glasses or those with more impurities have poor internal uniformity and struggle to achieve optical-grade clarity even after polishing.
Our Solutions & Suggestions:
Strict Incoming Material Inspection: We will pre-inspect the cut edges of your glass. If the initial chipping depth is > 0.1mm, we will recommend re-providing a blank with better cut quality, or inform you of the achievable effect limit in advance.
Standardized Process: We strictly implement a full process of "coarse grinding - medium grinding - fine grinding - polishing." Each step uses specific grit wheels to ensure the damage layer from the previous stage is completely removed.
Sample Confirmation: For orders with high requirements, we will first process a sample. Mass production will only proceed after you confirm the sample effect.

Q2: Why is there a deviation between the processed dimensions (length/width or hole diameter) and the drawing?
Causes: Grinding and polishing are "subtractive" processes.
Edge Chamfer/Radius: Edge finishing consumes glass material. For example, creating a 1mm C-chamfer will reduce the overall outer dimensions of the glass by approximately 1.4mm (per side).
Inaccurate Tool Radius Compensation: When following complex shapes, incorrect compensation settings for the grinding wheel radius can lead to dimensional errors.
Our Solutions & Suggestions:
Pre-Processing Drawing Communication: When receiving an order, we will confirm with you whether the drawing dimensions are the final finished part dimensions or the dimensions before edging. We strongly recommend you provide the final finished part drawing, allowing our engineers to perform the necessary tool path compensation calculations.
First Article Inspection System: Before mass production, we provide a first article for your measurement and confirmation. Mass production proceeds only after you sign off on the sample.
Q3: Small chips appear on the corners/edges of the glass, especially on thin glass.
Causes:
Inherent Glass Fragility: Thin glass or corner areas are stress concentration points.
Improper Equipment or Process: Using grinding wheels with too large a grit jump, excessive feed rate, insufficient cooling, or minor vibrations in the fixture.
Manual Handling Impact: Bumping during handling between processing steps.
Our Solutions & Suggestions:
Process Optimization: For thin glass , we employ a "precision finishing" process using higher spindle speeds, finer progressive grits, slower feed rates, and ensuring effective cooling throughout.
End-to-End Protection: From loading, processing, to unloading, we use soft padding and dedicated fixtures to achieve "zero-contact" handling.
100% Inspection: Before shipment, corners and edges undergo focused optical inspection to ensure compliance with acceptance standards (typically high standards require chipping ≤ 0.05mm).
Q4: My glass is shaped irregularly / has complex curves. Can you guarantee uniform polishing all around the entire perimeter?
Answer: Yes, this is exactly the core capability of CNC precision grinding and polishing machines.
Principle & Guarantee: We generate the tool path using high-precision scanning or your CAD files. The CNC system controls the grinding wheel to maintain constant pressure and angle relative to the edge contour. For very small internal corners (R<2mm), we use specially sized small grinding wheels or will discuss process limitations with you in advance.
Q5: How long does the processing take? Why can't it be done faster?
Answer: The time depends on glass thickness, perimeter length, shape complexity, and the required quality grade. Achieving a high-gloss "O" polish can take 5-10 times longer than simple seaming.
Process Breakdown:
Preparation: Programming, loading, positioning (approx. 10% of time).
Multi-stage Grinding: Must proceed sequentially; steps cannot be skipped (approx. 60-70% of time).
Polishing: Delicate, slower operation (approx. 20-30% of time).
Our Suggestion: To guarantee quality and equipment stability, we use scientifically calculated processing times. For urgent orders, we can meet deadlines by allocating more machine shifts, rather than simply speeding up the processing of individual pieces.

Q6: What information do I need to provide to get an accurate quote and lead time?
Please provide an "Information Package":
Clear Drawing: Specify material, thickness, final finished dimensions, required chamfer type (e.g., C1, R2), and polish grade (matte/satin/high-gloss).
Physical Sample or Photo: Providing the actual part is best for complex shapes.
Quantity: Batch size.
Source of Cut Blanks: Will you provide the cut pieces, or should we cut them for you? This affects initial quality and total cost.
Q7: The glass is already tempered. Can you still edge grind and polish it?
Answer: Absolutely not.
Reason: Tempered glass has a high compressive stress layer on its surface. Any mechanical grinding will disrupt this stress balance, causing the glass to shatter instantly. All edge grinding and polishing processes must be completed before the tempering process.
Q8: Does the glass need cleaning after processing? Will there be any residual powder?
Answer: We provide standardized post-processing cleaning services.
Process: After processing, the glass goes through a complete cycle of "high-pressure water rinse → ultrasonic cleaning → pure water rinse → hot air drying." This ensures all glass dust and polishing compound residue are removed, delivering a clean, dry finished product to you.

Introduction to Glass Edge Grinding and Polishing Services
Processing Effect and Quality Issues
In glass edge grinding and polishing services, the most common issue is that the polished edge fails to achieve complete transparency, exhibiting hazy white lines or blurriness. This typically stems from excessive initial cut chipping or skipping necessary progressive grinding steps. For instance, micro-cracks left by waterjet cutting, if not fully removed during grinding, will appear as white haze after polishing due to light scattering. Attempting to polish a rough surface directly with a polishing wheel only smooths the high spots, leaving depressions with a matte finish. Additionally, poor internal uniformity of low-quality glass can hinder achieving optical clarity. To address this, we strictly implement incoming material inspection: if initial chipping depth exceeds 0.1 mm, we recommend replacing the blank. We employ a full "coarse grinding – medium grinding – fine grinding – polishing" process to progressively remove damage layers and offer sample confirmation before mass production.
Another frequent issue is dimensional deviation from drawings after processing. Grinding and polishing are subtractive processes; chamfering consumes glass material. For example, a 1 mm C-chamfer reduces the outer dimensions by approximately 1.4 mm per side. Inaccurate wheel radius compensation during shaped processing can also cause errors. Therefore, we confirm with customers whether the drawing represents the final finished part or the pre-edging blank. We recommend providing the finished part drawing for our engineers to perform compensation calculations. A first-article inspection system is implemented, and mass production proceeds only after customer sign-off.
Edge chipping on thin glass often occurs due to the glass's inherent fragility, improper equipment/process, or handling impacts. We have optimized a "precision finishing" process for thin glass (<3 mm) using higher spindle speeds, finer progressive grits, slower feed rates, enhanced cooling, and end-to-end flexible protection. Before shipment, all corners and edges undergo optical inspection to ensure chipping is controlled within high-standard limits.
Processing Capability and Efficiency
For irregular or complex curved glass, we utilize 5-axis CNC equipment. Tool paths are generated via high-precision scanning or CAD files, ensuring the grinding wheel maintains constant pressure and angle relative to the edge contour, guaranteeing uniform polishing around the entire perimeter. For very small internal corners (R < 2 mm), we use specially sized small wheels and communicate process limitations with customers in advance.
Processing time depends on glass thickness, perimeter length, shape complexity, and required grade. Achieving a high-gloss polish can take 5–10 times longer than simple seaming. The process includes preparation, multi-stage grinding, and polishing, which must proceed sequentially without skipping steps. To meet urgent orders, we allocate more machine shifts rather than speeding up individual piece processing.

Service Collaboration
To obtain accurate quotes and lead times, customers should provide clear drawings (specifying material, thickness, finished dimensions, chamfer type, polish grade), physical samples or photos, batch quantity, and indicate the source of cut blanks. It is crucial to note that tempered glass absolutely cannot undergo edge grinding or polishing, as mechanical processing disrupts the compressive stress layer, causing instantaneous shattering. All edge finishing must be completed before tempering. After processing, we provide standardized cleaning services, including high-pressure water rinse, ultrasonic cleaning, pure water rinse, and hot air drying, ensuring clean and dry finished products.
Scope and Edge Grade Definitions
This standard applies to all flat glass edge processing undertaken by our company, covering glass types such as soda-lime, borosilicate, aluminosilicate, glass-ceramics, quartz, and ultra-thin electronic glass. Processing forms include straight edges, shaped edges, inner hole edges, and grooved edges. Edge profiles include C-chamfer, O-round edge, P-pencil edge, stepped edge, and custom profiles. Edge grades are defined from lowest to highest as follows: G1 Safety Seam (coarse grinding, uniform matte white edge, no sharp edges, roughness Ra ≤1.6 μm, for concealed parts); G2 Fine Matte (coarse + fine grinding, fine matte finish, smooth touch, Ra ≤0.8 μm, for furniture glass, appliance panels); G3 Satin Polish (coarse + fine + satin polishing, soft diffuse luster, no glare, Ra ≤0.4 μm, for display cases, high-end furniture); G4 High-Gloss Clear (coarse + fine + full polish, edge transparent like the body, mirror effect, Ra ≤0.1 μm, for phone covers, optical windows).
Processing Accuracy and Dimension Compensation
Processing accuracy varies by grade: chamfer width tolerance ±0.2 mm for G1/G2 and ±0.1 mm for G3/G4; chamfer angle tolerance ±2° and ±1°; corner radius tolerance ±0.2 mm and ±0.1 mm; edge straightness ≤0.15 mm/300 mm and ≤0.10 mm/300 mm; edge chipping acceptance ≤0.15 mm and ≤0.08 mm; edge squareness ≤0.10 mm and ≤0.05 mm. Our default acceptance basis is the customer's final part drawing. Material removed during chamfering is automatically compensated by our process engineers during programming via wheel radius compensation; customers need not enlarge dimensions beforehand. If a pre-edging blank drawing is provided, this must be clearly indicated on the order, and a two-way first-article confirmation will be performed.
Equipment, Tooling, and Environment
Core equipment includes 5-axis CNC edge grinding machines (positioning accuracy ±0.01 mm), double-sided linear edging machines (for high-volume rectangular glass, parallelism ≤0.10 mm/m), CNC shaped engraving machines (minimum machinable inner corner radius R2.0 mm), and ultrasonic cleaning lines (output cleanliness Class 100). Grinding wheels are diamond electroplated or sintered, with grit sequence strictly following 60# → 120# → 240# → 400# → 800#. Polishing wheels are felt with cerium oxide slurry or resin bond wheels. Coolant is fully synthetic, environmentally friendly, with pH 7.5–8.5. Environmental requirements: workshop temperature 18–26°C, cleanliness ISO Class 8, inspection station illuminance ≥1000 Lux.
Process Control and Inspection
Incoming Quality Control (IQC) samples cut edge quality; reject if initial chipping >0.2 mm or if through cracks exist, or negotiate. First Article Inspection (FAI) performs full inspection for each batch, including full dimensional measurement, edge grade verification, and microscopic chipping inspection. After passing, parameters are frozen with inspector sign-off. In-Process Quality Control (IPQC) conducts patrol inspections every 2 hours to monitor dimensional fluctuation and wheel wear, checking wheels every 200 linear meters and coolant daily. Final Quality Control (FQC) performs 100% visual inspection (standard light source at 30 cm for 3 seconds, no visible defects), dimensional sampling according to AQL 1.0, and random polarizing stress checks for high-transparency polished edges. Outgoing Quality Control (OQC) verifies packaging, quantity, labels, and may conduct simulated transport vibration tests.
Packaging and Delivery
Packaging includes interlayer isolation (interleaving paper or anti-static film), PE foam corner protectors (thickness ≥5 mm), and outer packaging of wooden cases or high-strength cartons lined with EVA buffer foam, with "Fragile" labels. Accompanying documents include factory inspection certificate, outgoing inspection report, material certification (if required), and final processing drawing. Each glass piece can be laser-marked with a traceability code, tracing back to raw sheet batch, machine number, operator, and inspection records. Engineering changes require written customer notice and follow internal evaluation, sample validation, customer approval, and batch switchover.

Service Commitment
Standard rectangular edging delivers within 7 working days from when raw materials are ready; shaped CNC grinding/polishing commences batch delivery within 7 working days after drawing freeze and first-article confirmation. Expedited service requires order notation and negotiated schedule. We commit that products are 100% compliant with this standard and drawings. Defects caused by our processing are unconditionally reworked, and we bear direct losses. Quarterly quality review meetings are held for continuous improvement and standard updates. This standard supersedes all previous specifications; matters not covered refer to ISO 9001:2015.
Advantages and Disadvantages of Glass Edge Grinding and Polishing
Glass edge grinding and polishing are critical post-processing steps that transform cut glass blanks into safe, precise, and aesthetically finished products. Their advantages and disadvantages are rooted in the nature of mechanical subtractive processing and are deeply linked to the hard and brittle characteristics of glass as well as the intricacies of the process itself.
In terms of core advantages, safety and compliance stand out as the most fundamental benefit. This process completely eliminates the sharp edges and micro-serrations left after glass cutting, reducing the risk of lacerations to operators and end-users to zero. Furthermore, it meets safety glass regulations in major global markets such as EU EN 12150, US ANSI Z97.1, and China GB 15763.2, making it a mandatory threshold for architectural, furniture, and appliance glass to enter the market. Beyond safety, edge strength is significantly enhanced through this process. Cut edges contain numerous micro-cracks known as Griffith cracks, which are stress concentration points that can easily propagate under external force or thermal shock, leading to breakage. Grinding removes approximately 0.1 to 0.3 millimeters of the damaged layer, while polishing can blunt the tips of remaining micro-cracks into a rounded shape, significantly inhibiting crack propagation. As a result, the flexural strength of a fully polished glass edge can be three to five times higher than that of a cut edge.

From an aesthetic perspective, edge finishing contributes substantial value to glass products. The edge finish is an important indicator of the visual completeness of a glass product, with a matte ground edge conveying a sense of precision and industrial design, while a high-gloss polished edge imparts a jewel-like transparency. In fields such as consumer electronics, luxury packaging, and high-end furniture, exquisite edge finishing has become a key component of product pricing power and brand differentiation. Additionally, grinding significantly improves dimensional accuracy and assembly reliability. While cutting processes, especially waterjet, have inherent tolerances of plus or minus 0.3 to 0.5 millimeters and often exhibit cut surface taper, grinding can tighten tolerances to plus or minus 0.1 millimeters and correct perpendicularity, ensuring precise alignment and long-term stable fixation of the glass within frames or grooves. This process also creates an ideal substrate for subsequent operations, as a smooth, powder-free edge after grinding and polishing is a prerequisite for processes like screen printing, edge coating, and UV adhesive bonding, whereas rough edges can lead to poor ink adhesion or coating delamination. Finally, the hygiene and ease of cleaning offered by rounded and smooth edges make them crucial in fields such as medical equipment, food display cases, and laboratory instruments, as they do not harbor dirt and are easy to wipe clean.
However, glass edge grinding and polishing also come with inherent limitations and process challenges that must be carefully considered. The most fundamental constraint is that physical material removal is irreversible, meaning that once over-processing occurs or an error is made, the glass dimensions are permanently reduced with no possibility for addition of material or rework. This demands highly reliable process paths and experienced operators who can execute precision work consistently. Another significant challenge lies in the trade-off between processing efficiency and edge grade quality. Higher edge grades such as G4 high-gloss clear require more process steps and slower processing speeds, with G1 seaming potentially taking only thirty seconds per piece while G4 polishing can require five to ten minutes per piece. This represents a direct trade-off between efficiency and quality that technological progress cannot completely eliminate. Processing bottlenecks also emerge when dealing with complex shapes and internal corners. For extremely complex shapes with internal concave corner radii smaller than two millimeters, standard-sized grinding wheels cannot access the area, necessitating custom-made very small-diameter wheels that face issues with rotational speed limits and short lifespans, making processing consistency extremely difficult to control and representing a recognized technical challenge throughout the industry.
Thin glass processing presents particularly high risks, as ultra-thin glass with thickness of 1.5 millimeters or less lacks rigidity and becomes prone to chatter marks, often appearing as water ripples, or even chipping and breakage under the lateral pressure of the grinding wheel. This necessitates a precision finishing approach involving low pressure, high spindle speed, and multiple progressive passes, demanding high equipment precision and significant operational experience that not all facilities can provide. Furthermore, the final result depends heavily on initial cut quality, as grinding and polishing are not a panacea for poorly cut edges. If the cutting process leaves chipping deeper than 0.2 millimeters or a severely skewed cut surface, the finished edge may still exhibit black lines representing un-ground areas or depressed polishing pits even after processing, making high-quality grinding and polishing dependent on high-quality cutting as an unavoidable prerequisite. Finally, the cost and value balance must be carefully evaluated for each application. High-precision, high-grade edge finishing incurs significantly higher processing time and costs, meaning that for ordinary architectural glass or concealed mounting parts, excessive polishing represents over-quality that leads to unnecessary expenses. Therefore, a reasonable edge grade selection should always be guided by the specific application scenario rather than following the principle that brighter is always better.
To more clearly position the value of edge grinding and polishing, a comparison can be made with the raw cut edge state after glass cutting. When examining safety, cut edges are sharp and present high risk, while ground edges are safe with no cutting risk, and polished edges are safe with a smooth touch. In terms of appearance, cut edges show a rough matte surface with visible chipping, ground edges exhibit uniform matte with industrial texture, and polished edges display transparent or satin finishes with premium texture. Regarding dimensional accuracy, cut edges typically have tolerances of plus or minus 0.3 to 0.5 millimeters, ground edges achieve plus or minus 0.1 to 0.2 millimeters, and polished edges reach plus or minus 0.1 millimeters. Edge strength follows a similar progression, with cut edges serving as the baseline value, ground edges achieving two to three times improvement, and polished edges reaching three to five times improvement. Processing cost naturally increases with quality, being nonexistent for cut edges, low for ground edges, and high for polished edges. Consequently, applicable scenarios vary widely, with cut edges suitable only for internal parts where raw edges are acceptable, ground edges appropriate for appliances, furniture, and architecture, and polished edges necessary for demanding applications in consumer electronics, optics, and luxury goods.
Contact Us
Your feedback fuels our growth, and your questions drive our solutions.
We value your feedback, inquiries, and suggestions. Please feel free to get in touch with us
General inquiries
Please contact us via sales@bo-glass.com, and we will reply to you as soon as possible.
Interested to work with us
Drop your resume at info@bo-glass.com
and we will get back to you shortly.
We uses the contact information you provide to us to contact you about our relevent content, products, and services.