
Glass Cutting Process Guide
Welcome to the Glass Cutting Process Guide. This guide is designed to provide you with a systematic breakdown of the core technologies involved in the precision process of glass cutting.
What is the glass cutting process?
Glass cutting, specifically, refers to the precision subtractive manufacturing technology that uses precisely oriented physical or chemical energy to separate, shape, or create openings in flat or block glass materials, thereby obtaining specific geometric shapes and dimensions. Its modern core has evolved from traditional mechanical scoring and breaking to non-contact high-energy beam processing driven by computer numerical control (CNC), enabling the precise shaping of complex two-dimensional and three-dimensional forms in hard and brittle materials.
JBased on the energy form and mechanism of action, modern industrial precision glass cutting is mainly divided into two major technical routes:
1. Principles of Thermal Processing: Laser Cutting
The core concept involves the use of a high-energy-density laser beam (such as a CO₂ laser) to generate intense thermal stress on the glass surface, enabling separation through controlled thermal cracking or evaporation/melting.
The operating principles are as follows:
Thermal Stress Cutting: The laser rapidly heats a localized area of the glass. Immediate cooling, either naturally or with assistance, creates a steep temperature gradient. This induces tensile stress that guides a crack to propagate precisely along a predetermined path.
Ablation/Vaporization Cutting: When higher energy is applied, the laser causes the irradiated area to sublimate or melt directly. The material is then blown away by an auxiliary gas, forming a kerf. This method is particularly suitable for microfabrication and drilling.
The process offers several key characteristics: exceptional precision, achieving tolerances of up to ±0.1 mm (as seen in your equipment); superior edge quality with a smooth finish and no micro-chipping; the ability to handle complex, intricate patterns, curves, and micro-holes; and a minimal heat-affected zone, despite being a thermal process.
2. Principles of Cold Processing: Waterjet Cutting
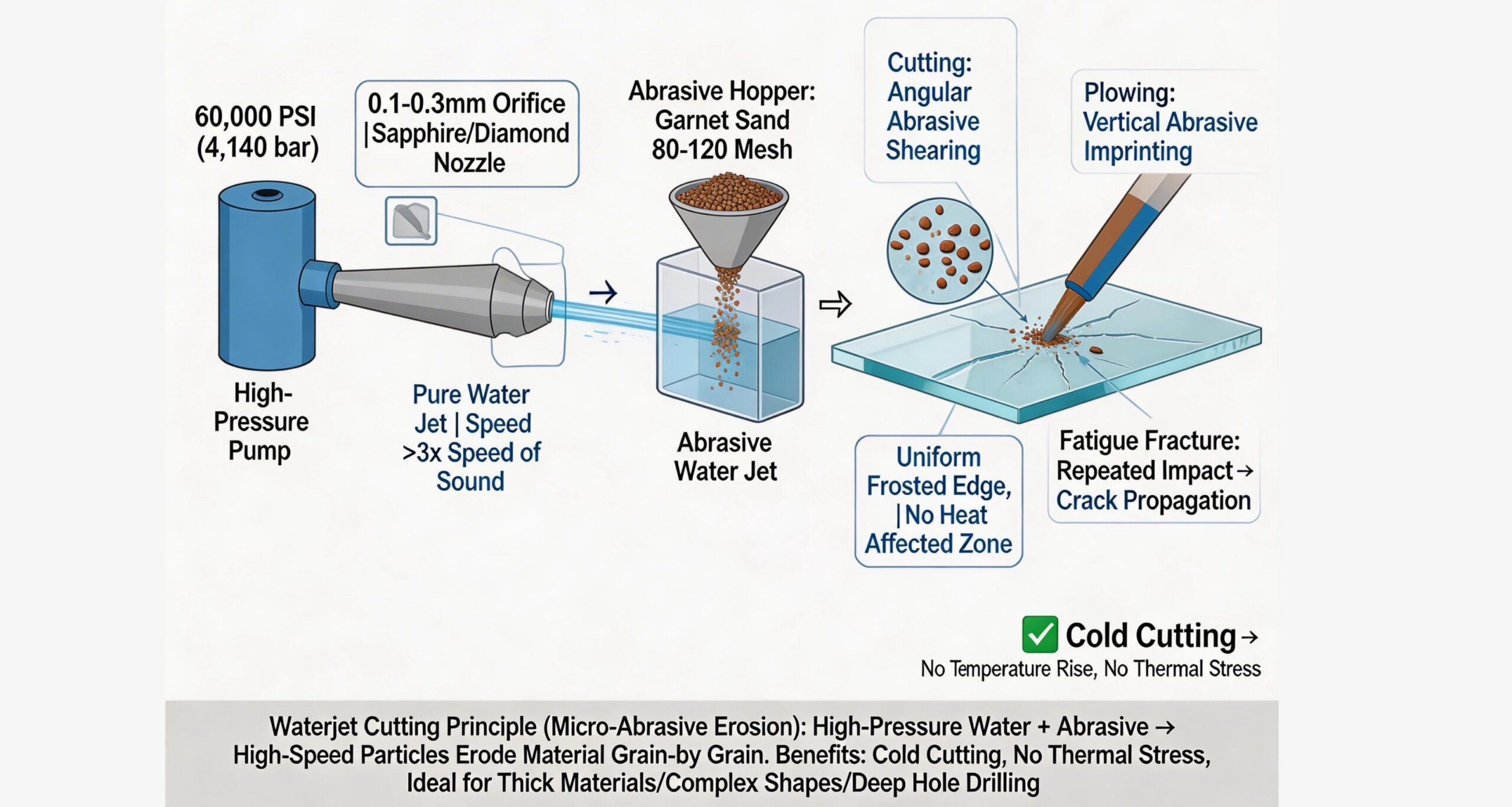
The core concept involves the use of an ultra-high-pressure water stream (e.g., 60,000 PSI) mixed with abrasive particles (such as garnet sand) to form a high-speed abrasive jet, which removes material layer by layer through micro-erosion.The operating principle is that the high-speed waterjet mixed with abrasives acts like a "flexible file," striking the glass surface with extremely high kinetic energy. It erodes the material through micro-cutting and fatigue fracture mechanisms, thereby forming a kerf.
The process offers several key characteristics:
True Cold Cutting: No thermal stress or heat-affected zone, preserving the original physical and chemical properties of the glass.
Strong Material Versatility: Capable of cutting extremely thick, laminated, composite, and high-hardness glass.
Powerful Cutting Capability: Excels at machining complex contours, large-thickness workpieces, and deep-hole drilling (waterjet drilling).

Two Major Principles of Cutting
Modern industrial glass cutting primarily relies on two major technological approaches: thermal separation and micro-erosion cutting. The core principle lies in how to controllably overcome the brittle and hard characteristics of glass to achieve precise geometric separation.
1. Principles of Laser Cutting (Thermal Separation)
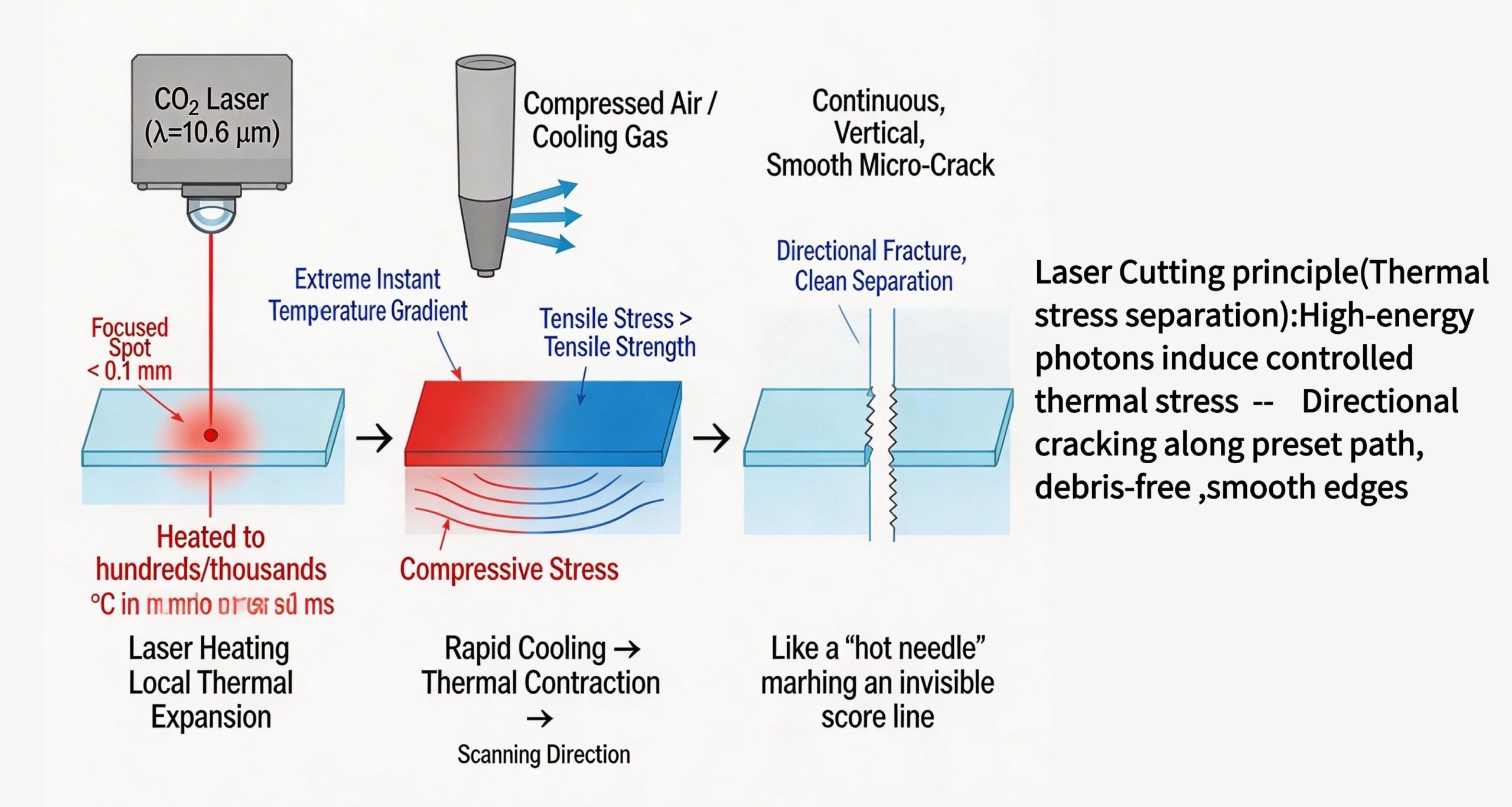
Its essence lies in utilizing high-energy photons to induce controlled thermal stress, thereby achieving directional fracture of the glass.
Core Mechanism:
A high-energy-density laser beam (such as a CO₂ laser with a wavelength of 10.6μm, which is easily absorbed by glass) is focused onto a minuscule area on the glass surface, achieving a spot diameter of less than 0.1mm. The laser energy is instantaneously absorbed by the glass and converted into thermal energy, causing the local temperature to rise sharply to hundreds or even thousands of degrees Celsius within milliseconds.
Physical Processes (Two Main Modes):
The first mode is thermal stress guiding and cracking, which is the mainstream approach. During rapid heating, the laser beam scans quickly along a predetermined path, heating a narrow, elongated area on the glass surface and causing thermal expansion. This is followed by rapid cooling, where an auxiliary cooling gas (such as compressed air) trailing the laser spot, or the glass's own rapid heat conduction, makes the heated area cool and contract abruptly. The immense, instantaneous temperature gradient generates tensile stress that exceeds the glass's tensile strength, inducing a continuous, vertical, and smooth micro-crack beneath the laser scanning path. This achieves a perfect separation, a process akin to using a "thermal needle" to create an invisible score line.
The second mode is ablation or vaporization cutting, used for micro-holes and thin materials. Higher power density, such as from pulsed UV lasers, is employed to directly sublimate or melt the glass material in an extremely short time. The material is then blown away by an auxiliary gas, forming a kerf.
Process Characteristics:
This method offers extremely high precision, as it is contactless and involves no mechanical force, enabling ultra-high precision up to ±0.1mm and complex curved cuts. It also delivers superior edge quality, with the cut surface being smooth and nearly achieving a fire-polished effect. As a thermal processing method, it involves a controllable, minimal heat-affected zone.
2. Principles of Waterjet Cutting (Micro-Erosion Cutting)
Core Mechanism:
Ordinary water is pressurized to ultra-high levels (such as 60,000 PSI / approximately 4,140 Bar) and ejected through an extremely small nozzle (orifice diameter 0.1-0.3mm) made of sapphire or diamond, forming a pure waterjet stream that travels at speeds exceeding three times the speed of sound. Within a mixing chamber, hard abrasive particles (such as 80-120 mesh garnet sand) are precisely introduced into the pure waterjet, forming an abrasive waterjet.
Physical Process:
This involves micro-cutting and fatigue failure. The high-speed abrasive particles act like countless tiny "bullets," continuously impacting the glass surface. Their immense kinetic energy erodes and removes the glass material grain by grain, layer by layer at the microscopic level through three mechanisms: cutting, plowing, and fatigue fracture. The entire process is a purely physical, cold-state removal that does not involve any thermochemical reactions.
Process Characteristics:
This is a true "cold cutting" process, with no temperature rise throughout the operation, completely eliminating thermal stress and heat-affected zones while preserving the original properties of the glass. It offers exceptional material versatility, capable of cutting materials of any thickness, hardness, as well as composite or brittle materials. Its cutting capability is powerful, producing a uniformly frosted edge texture with controllable taper, and it excels at cutting thick materials, complex irregular shapes, and deep-hole drilling.
Processing Capabilities of the Two Major Cutting Technologies
Waterjet Cutting Capabilities for Glass
Core Capabilities:
Material Versatility: Universal applicability. Capable of cutting almost all types of glass, including flat glass (float glass, before tempering), tempered glass (edge cutting only, no internal hole cutting), laminated glass, coated glass, optical glass, quartz glass, and irregular curved glass.
No Thermal Stress and Micro-cracks: The cold cutting process generates no thermal stress, significantly reducing the risk of glass self-explosion. There is no micro-crack propagation in the cutting area, preserving the original strength of the glass.
Arbitrary Shapes and Thick Plates: Capable of cutting extremely complex irregular contours, internal holes, and sharp corners. Exceptional thickness capability, able to stably cut glass exceeding 100mm in thickness.
Cutting Quality: The cut edge has a "frosted" texture with a certain taper (wider at the top, narrower at the bottom). High precision is achievable (±0.1mm), but optical transparency at the edge is lost, typically requiring subsequent polishing.
Main Limitations:
Cutting Speed: Relatively slow, especially for thick glass.
Operating Cost: The consumption of abrasives (garnet sand) and high-pressure components constitutes the main cost.
Taper Issue: The cut has a natural taper, which is a drawback for applications requiring absolutely vertical cut edges.

Laser Cutting Capabilities for Glass
Principle: Specific wavelengths of laser light (such as ultrafast picosecond/femtosecond lasers) generate micro-explosions or modifications inside the glass through nonlinear absorption, achieving "thermal separation."
Core Capabilities:
Ultra-High Precision and Taper-Free: Extremely narrow kerf width (micron-level), with nearly perfect edge verticality and no taper issues.
Non-Contact, No Mechanical Stress: The laser head does not contact the glass, making it suitable for cutting ultra-thin and fragile glass.
Internal Cutting and Micro-Hole Processing: Capable of drilling holes and creating grooves directly inside the glass without needing to start from the edge.
Transparent Material Processing: Specifically used for cutting sapphire, optical glass, ultra-thin display glass (such as OLED covers), and more.
Key Limitations and Prerequisites:
Extremely Strict Glass Type Restrictions: Ordinary soda-lime glass (window glass) and tempered glass can hardly be cut with traditional lasers (they would shatter). Mainly suitable for non-strengthened borosilicate glass, aluminosilicate glass, quartz glass, etc.
Dependence on Ultrafast Lasers: Requires expensive picosecond or femtosecond lasers to achieve "cold" processing effects and avoid thermal cracking. Continuous-wave or long-pulse lasers cause thermal melting and fracture of the glass.
Thickness Limitations: Current economically feasible cutting thickness is typically less than 10mm, far below that of waterjet cutting.
High Cost: Extremely high equipment investment and operational maintenance costs.

Common Issues in Cutting Processes
What should be done when micro-cracks appear on the edge during laser cutting of glass?
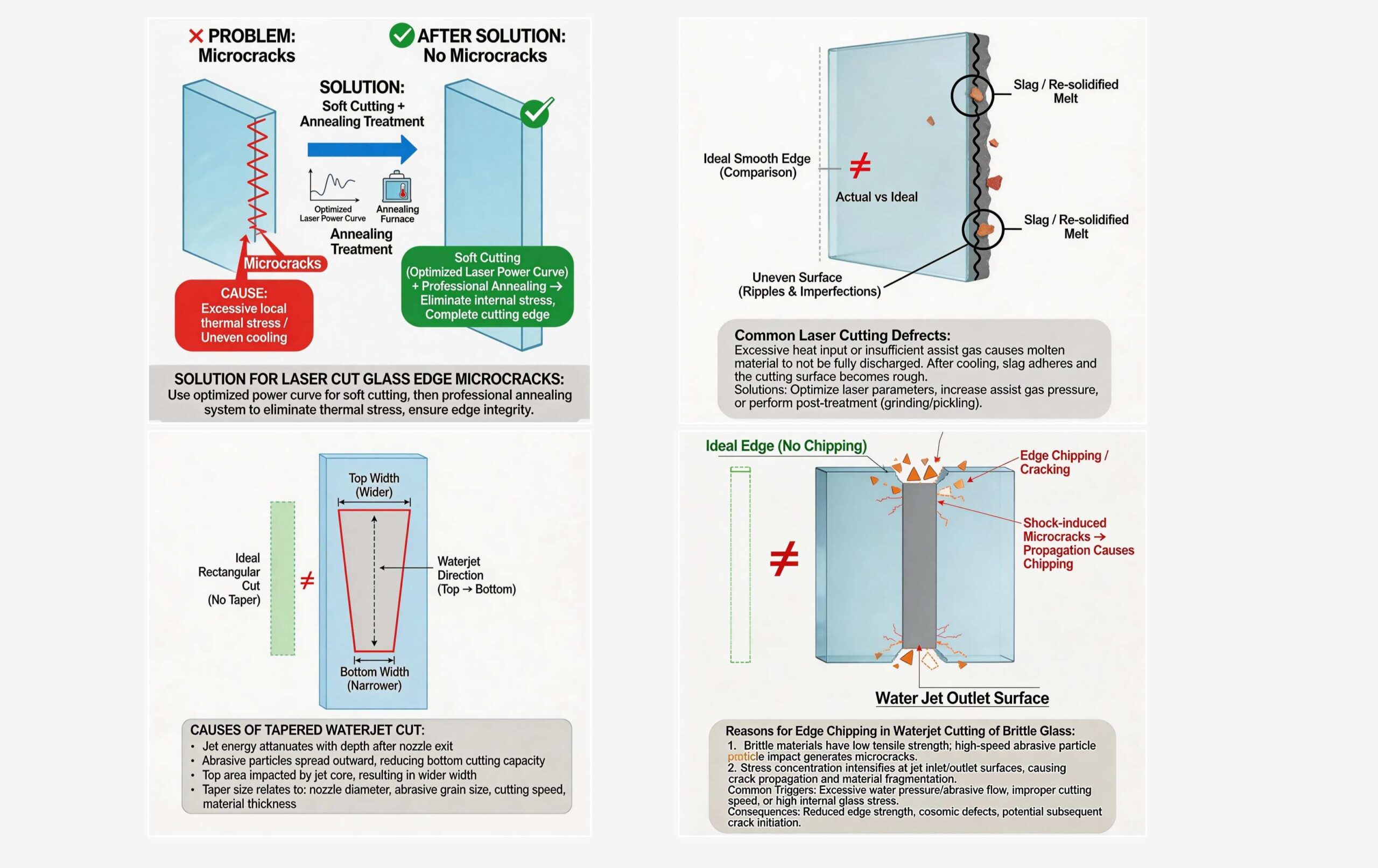
This is typically caused by excessive local thermal stress or uneven cooling. Our solution employs an optimized laser power curve for "soft cutting," followed by professional annealing treatment of the components after processing to systematically eliminate internal stress, thereby ensuring the integrity of the cut edge.
How to deal with an unsmooth cut surface and residual slag after laser cutting?
This is often related to improper auxiliary gas parameters or incorrect focus position. We maintain optimal beam quality by using high-purity auxiliary gases, precisely controlling gas pressure, and regularly calibrating the optical system. Additionally, we match each material with dedicated power and speed parameters to ensure a smooth and clean cut surface.
Why does the cut exhibit a taper (wider at the top, narrower at the bottom) when waterjet cutting glass?
This occurs because the energy of the high-speed waterjet naturally diffuses and attenuates as it penetrates the material. We maintain jet stability by using ultra-high pressure (60,000+ PSI) systems and employ CNC systems with dynamic tilt compensation functionality to automatically fine-tune the nozzle angle, effectively compensating for and reducing the taper.
How to avoid edge chipping when waterjet cutting brittle glass?
Edge chipping is mainly caused by excessive initial impact force of the jet or improper entry methods. We employ "soft start" piercing technology and begin the cutting path from pre-drilled pilot holes inside the material, avoiding direct impact on the outer edge. Additionally, we finely adjust the abrasive type and pressure according to the hardness of different glass types to minimize impact damage.
How to ensure that every glass component has precisely consistent dimensions during batch cutting?
This depends on the long-term precision of the equipment, stable fixturing methods, and constant environmental conditions. We strictly implement regular optical and mechanical calibration of the equipment, use customized vacuum adsorption or specialized fixtures to ensure zero material displacement during processing, and conduct production in temperature and humidity-controlled workshops, thereby guaranteeing millimeter-level (±0.1mm) repeat positioning accuracy.
When encountering a new glass material or complex new pattern that has never been cut before, how to quickly determine the optimal process?
We have established a comprehensive "material-process" parameter database as our foundation. For any new requirement, our technical team first conducts simulation analysis, then calls up the closest matching parameters from the database for sample cutting. Through one or two rapid trial-and-error iterations and adjustments, we can lock in the optimal production, ensuring both efficiency and reliability.
Pros and Cons of the Two Processes
Laser Cutting of Glass
Advantages:
Extreme Precision and Surface Finish: As a non-contact thermal process, the laser beam can be focused to an extremely small point (down to the micron level), enabling ultra-high contour precision (such as the ±0.1mm you mentioned) and very narrow kerfs. The cut edge is smooth, approaching a "flame-polished" effect, typically requiring no secondary processing, making it especially suitable for optical components or aesthetic parts.
Strong Capability for Complex Shapes: Directly driven by software, it can easily and rapidly cut extremely complex and intricate patterns and micro-structures (such as tiny holes and sharp internal corners) with excellent repeatability, making it ideal for high-volume production of standardized precision components.
High Automation and Efficiency: For conventional cutting of thin and medium plates, the speed is high, and there is no need to change "tools." Different products can be quickly switched through programming, making it suitable for automated assembly line production.
Dry Cutting: The process generates virtually no dust (vaporization), requiring only auxiliary gas for blowing. The working environment is relatively clean, and subsequent cleanup is simple.
Disadvantages:
Heat-Affected Zone (HAZ) and Thermal Stress: The core limitation lies in its use of heat for cutting. This generates thermal stress in the cutting area, which may lead to edge micro-cracks, changes in material properties, or unpredictable breakage in certain sensitive types of glass.
Material and Thickness Limitations: Efficiency is lower for specialty glasses with high reflectivity or high thermal conductivity. Cutting thickness is typically limited (influenced by laser power and material thermal properties). For very thick glass (e.g., exceeding 20mm), energy consumption and the risk of cracking increase significantly.
High Initial Investment and Maintenance Costs: High-precision laser equipment, especially specialized systems capable of stably processing glass, has a high acquisition cost. Core components such as optical lenses and laser sources require regular maintenance and replacement.
Inherent Taper: Although very fine, the laser beam itself has a divergence angle, which can result in a very minimal taper when cutting thicker materials.
Waterjet Cutting of Glass
Advantages:
No Heat Affected Zone, Material Properties Unchanged: This is its most prominent advantage. As a cold cutting process, no heat is generated throughout the entire process, thus completely avoiding thermal stress, micro-cracks, material alteration, or softening, preserving the original physical and chemical properties of the glass.
Strong Material Applicability: Capable of cutting virtually any type and thickness of glass, from ultra-thin display glass to borosilicate glass blocks over 100mm thick. It is particularly effective for cutting composite materials (such as glass laminates), maintaining the integrity of each layer.
No Thickness Direction Limitation: Theoretically, as long as the pressure is sufficient, any thickness can be cut. For ultra-thick glass, it is currently the only economically feasible method for precision cutting.
Flexibility in Cutting Start Point: Cutting can begin by piercing directly at any location on the material, without needing to start from the edge, providing great flexibility for nesting and material utilization.
Disadvantages:
Relatively Slow Cutting Speed: Especially when cutting complex, fine patterns or hard materials, the speed is significantly lower than laser cutting for thin sheets. Achieving higher precision requires further slowing down the speed.
Inherent Cutting Taper: The waterjet naturally diffuses as it penetrates the material, resulting in a cut that is wider at the top and narrower at the bottom (V-shaped taper). Although this can be improved using dynamic tilt compensation technology or by reducing speed, it cannot be completely eliminated.
Edge Texture and Precision Limits: The cut edge has a delicate frosted texture. Although there is no chipping, it does not achieve the smoothness of laser cutting. It falls slightly short of high-end lasers in terms of extreme precision (e.g., at the ±0.02mm level) and extremely fine kerfs.
Operational Complexity and Cost: The system consumes water, electricity, and abrasives (such as garnet sand), with abrasive cost being a continuous expense. The equipment operates with considerable noise, workpieces are wet after processing and require drying, and the resulting abrasive sludge needs proper disposal.

Cost Composition of Cutting Processes
1.Cost Composition of Laser Cutting for Glass
The cost of laser cutting is primarily concentrated in the high upfront equipment investment and precision component maintenance, while its operational consumables are relatively low.
Equipment Acquisition and Depreciation Costs (Highest Proportion)
Core Equipment: High-precision laser sources specialized for glass processing (such as CO₂ lasers, picosecond/femtosecond ultrafast lasers), precision CNC motion platforms, optical galvanometer systems, and cooling systems.
Cost Characteristics: This is the primary cost, especially for ultrafast laser systems used for high-quality cutting, which are extremely expensive. Equipment depreciation is the core of fixed costs.
Energy Consumption Costs
Main Components: The laser source itself is a high-power-consuming device, particularly high-power lasers. Additionally, the cooling system (chiller), auxiliary gas compressor, and workshop temperature and humidity control systems also consume significant electricity.

Auxiliary Gas Consumption Costs
Main Components: Compressed air, oxygen, or nitrogen are typically used as auxiliary gases to blow away slag and cool the kerf. For high-demand cutting, the use of high-purity gases increases costs.
Maintenance and Consumables Costs (Key Variable Costs)
Optical Lenses: Protective lenses, focusing lenses, etc., require regular cleaning and replacement. The quality of their surface coatings directly affects cutting performance and lifespan.
Laser Source: CO₂ laser tubes have a limited lifespan (typically several thousand hours) and must be replaced upon expiration, representing a significant expense. Fiber lasers have a longer lifespan but higher initial costs.
Motion Components: Guide rails, ball screws, etc., require regular maintenance to ensure precision.
Technology and Labor Costs
Main Components: Professional programmers and process engineers are required for parameter debugging, path optimization, and database maintenance. Technical skill requirements for operators are relatively high.
Cost Summary Characteristics: High fixed costs, low marginal costs. Once the equipment is operational, the variable cost per piece (electricity, gas) is relatively low, making it highly suitable for high-volume, standardized production. The larger the production volume, the more the cost per piece is diluted.

Cost Composition of Waterjet Cutting for Glass
The cost of waterjet cutting shifts from equipment investment to continuous operational consumption and replacement of wear parts.
Equipment Acquisition and Depreciation Costs
Core Equipment: Ultra-high-pressure pump (such as a 60,000 PSI intensifier pump), CNC cutting platform, abrasive delivery system, and water treatment system.
Cost Characteristics: While the initial investment for high-end ultra-high-pressure systems is also considerable, it is typically lower than that of equivalent-grade ultrafast laser systems.
Abrasive Consumption Costs (Largest Operational Cost)
Main Components: Garnet sand (most commonly used) or aluminum oxide sand are the primary consumables. Their consumption is directly proportional to cutting time, thickness, and pressure, making them the core variable in cost calculation. Abrasive costs can account for more than 50% of total operational expenses.

Water and Electricity Consumption Costs
Water: Although the cost of water itself is not high, the high-pressure pump and cutting process require substantial water usage. Water recirculation and filtration systems are typically equipped to conserve water.
Electricity: The ultra-high-pressure pump is the main power-consuming unit, with significant wattage, making energy costs considerable during extended operation.
Maintenance and Wear Parts Costs (Frequent and Critical)
Core Wear Parts: High-pressure water seals, jewel nozzles (such as sapphire or ruby), mixing chambers, and focusing tubes wear extremely rapidly under high-pressure abrasive erosion. They require very frequent replacement (ranging from every few tens of hours to several hundred hours), which is a necessary expense to ensure cutting precision and efficiency.
Pump Maintenance: Core components such as high-pressure cylinders and valves require regular servicing and replacement.
Post-Processing and Environmental Costs
Main Components: After cutting, workpieces are wet and require drying. The used water and abrasive mix into sludge that must undergo sedimentation, separation, and harmless treatment, adding to equipment and management costs.
Technology and Labor Costs
Main Components: Operators are needed to monitor pressure and abrasive flow, replace wear parts, and optimize path nesting to save time and abrasives. The technical difficulty is somewhat lower than laser programming, but high demands are placed on process experience.
Cost Summary Characteristics: Variable costs are high and strongly correlated with cutting time. Each time the machine starts, abrasive, electricity, and wear part损耗 continuously incur costs. Its cost advantages lie in the absence of mold fees and strong material adaptability, making it highly suitable for small batches, multiple varieties, thick plates, and composite material processing. For simple, long-line cutting of thick plates, it may be more economical than laser cutting.

Contact Us
Your feedback fuels our growth, and your questions drive our solutions.
We value your feedback, inquiries, and suggestions. Please feel free to get in touch with us
General inquiries
Please contact us via sales@bo-glass.com, and we will reply to you as soon as possible.
Interested to work with us
Drop your resume at info@bo-glass.com
and we will get back to you shortly.
We uses the contact information you provide to us to contact you about our relevent content, products, and services.